
「湯回り」の記事

鋳巣を防ぐための離型剤・エアーブロー...
製品に鋳巣が発生すると、機械的性質が不安定になり、製品の強度が著しく低下します。 鋳巣の発生要因は多岐にわたりますが、本記事では、その中でも特に現場のオペレーション設定に左右され、見落とされがちな離型剤とエアーブローの運 […]

鋳巣を防ぐための、温度・射出・真空管...
鋳巣は、製造時に巻き込まれた空気やガスが高圧下で製品内部に閉じ込められ、球状に近い空洞として残る欠陥です。鋳巣の発生は、ダイカスト鋳造マシンの状態や、射出時のわずかなミスが影響します。 この記事では、鋳造マシンと射出条件 […]

鋳巣における溶湯温度の関係
ブローホール(鋳巣の1種)とは ブローホールは、鋳造時に溶湯が金型内に充填される際、巻き込まれた空気やガスが製品内部に閉じ込められて生じる、球状に近い空洞です。この欠陥があると、製品の機械的性質が不安定になり、品質を著し […]

鋳巣を防ぐ金型の冷却・構造設計の要点
ダイカスト部品の鋳巣は、多くの場合、充填時に巻き込まれた空気やガスが高圧下で閉じ込められることで発生します。製造現場でどれだけ条件を調整しても改善しない場合、その原因は金型設計、冷却設計や構造設計にあるかもしれません。 […]

鋳巣を防ぐための金型方案と充填の要点
ダイカスト製品において鋳巣は発生しやすく、製品の品質やコストに直結する深刻な問題です。 本コラムでは、鋳造における鋳巣を最小限にするために設計段階で見直すべき点を、「方案」と「充填」の視点から解説します。>>アルミダイカ […]

アルミダイカストとは?特徴・メリット...
アルミダイカストは、その優れた特性により、複雑な形状の部品を高い精度で大量生産し、大幅な軽量化を実現することができます。 本記事では、アルミダイカストの基礎知識を徹底解説します。 アルミダイカストとは? アルミダイカ […]

どうしても消えない鋳巣を解決!最新真...
「どうしても鋳巣が消えない」「薄肉部で湯廻り不良が起きる」など ダイカスト鋳造には、こうした不良がつきものです。当社では、こうした不良率がなかなか改善しない困った製品や、薄肉などの難易度の高い部品においても不良を最小限に […]

【ダイカスト不良対策】ジェットクール...
ダイカスト鋳造では、不良がつきものです。巣穴や湯廻り不良を無くすことはダイカストメーカーの永遠の課題でもあります。 特に複雑な形状や薄肉製品、あるいは金型の構造上どうしても熱がこもりやすい箇所がある場合、一般的な対策や設 […]

なぜ真空ダイカスト法で薄肉化、高強度...
自動車の燃費向上や、輸送コストの削減、アルミ部品の軽量化や薄肉化などが求められているなか、 「製品をもっと薄くして軽量化したい・・・」 「アルミ部品の巣穴による不良が多発している・・・」 というようなお悩みを抱えている方 […]

裏側ボスにおける湯回り不良の改善提案
(課題) Aの裏面に位置するボス部において、溶湯が先端まで充填されない湯回り不良が慢性的に発生しております。この不良は製品の強度や嵌合精度に直接影響を及ぼす重大な問題です。これまで射出速度や圧力、金型温度といった鋳造条件 […]

ボス部湯回り不良に対する追加改善
(課題) 前回のゲートストップやオーバーフロー拡大といった金型改造により、最優先課題であったゲート部の欠け込みは大幅に減少し、一定の成果を得られました。しかしながら、その一方で溶湯の流れが変化したことに伴い、製品の特定箇 […]

ゲート部欠け及びボス湯回り不良の改善...
(課題)ゲート部の欠けや割れの増加による歩留まり低下 現在、対象製品において、ゲート付近を起点とする欠けや割れが多発しており、製品の歩留まりを著しく悪化させております。この欠け込みは製品の強度不足に直結する重大な不具合で […]

湯流れ改善のための設計提案
(課題) ヒートシンクの先端部が角形状の場合、湯流れが悪くボスの先端までアルミが流れず、形状不良品が発生するリスクがあります。十分に湯が流れない場合にはボス折れやクラック発生につながります。 (提案内容) 軽量・薄肉ダイ […]
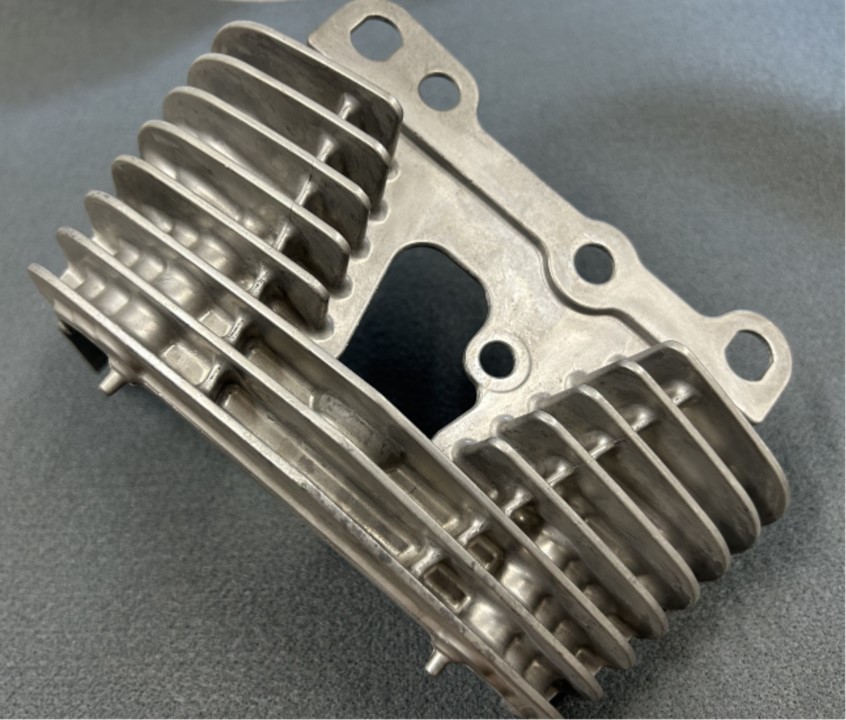
放熱性を高める設計提案
(課題)ヒートシンクが金型に引っ張られ曲がりが発生 ヒートシンクは放熱性を高めるために、厚みの薄いものを複数枚重ねることは基本です。しかし製造工程においては、薄い部分が熱の影響で金型に引っ張られることがあります。この場合 […]

湯回り向上のための金型の表面処理
(課題) 金型から製品を取り外す際に金型やダイカストの表面に発生する傷のことをかじりと言います。かじりは離型する時に摩擦抵抗が大きくなることが原因ですが、湯回りが悪いことや湯当たりがきつければ、金型表面にザラザラとしたか […]
