アルミニウムは軽量である反面、鉄などの金属と比較すると柔らかく、単体では強度や耐摩耗性に懸念が残るケースがあります。
このアルミダイカストの強度的な弱点を補い、さらなる高機能化を実現する技術が「インサート成形」です。本コラムでは、インサート成形の仕組みからメリット、製造上の課題、そして具体的な製品事例までを詳しく解説します。

ダイカストにおけるインサート成形とは
ダイカストのインサート成形とは、あらかじめ金型の内部に別の金属部品をセットし、そこに溶融したアルミを高圧で流し込んで一体化させる工法です。
この工法を用いることで、製品のベースは軽量なアルミニウムで成形しつつ、高い応力がかかる部分や摩擦が激しい部分にだけ、硬くて丈夫な金属を配置することができます。
インサート成形の4つのメリット

インサート成形への工法転換は、製品の品質向上とコスト削減の両面でメリットがあります。
①強度と耐久性の向上
最大のメリットは、アルミ単体では耐えられない負荷を克服できる点です。摩耗しやすい摺動部や、強い力が加わる締結部に鉄系の部品をインサートすることで、部品全体の強度と耐久性が向上します。従来は重量を妥協して鉄鋳物で作っていた部品を、アルミベースの軽量部品へと置き換えることが可能になります。
②組立工数・調整工数の削減
複数の金属部品を、成形後にボルトや圧入で組み立てる場合、部品の在庫管理や組み立て作業そのものに多大な手間がかかります。インサート成形では、鋳造の段階で部品が完全に一体化されるため、後工程での組み立て作業が不要になります。これにより、組み立て時の調整工数も大幅に削減できます。
③加工コストの削減と納期短縮
インサート部品として、あらかじめメネジが切られた部品などを鋳込むことで、アルミ成形後に改めてネジ穴加工(タップ加工など)を施す工程を省略できます。機械加工のステップが減ることは、直接的なコスト削減につながるとともに、生産リードタイムも短縮できます。
④正確な位置決め
複数の部品を後から組み付ける方式では、部品ごとの公差によって、どうしても最終的な位置ズレが発生するリスクがあります。インサート成形では、精度の高い金型内に直接部品を固定して金属を流し込むため、設計通りの正確な位置関係を担保したまま一体化させることができます。
インサート成形の製造における課題と対策
このようにメリットが多い一方で、異種金属を一体化させるインサート成形には、製造上の特有の難しさも存在します。
①ヒートクラックと表面品質の管理
インサート部品を製品の表側(金型の表面近く)に配置する場合、アルミとインサート部品の熱膨張・収縮の差や、金型内の局所的な温度変化によって、製品や金型にヒートクラック(熱疲労割れ)が発生する恐れがあります。外観が重視される部品では、この対策として鋳造後に丁寧なバリ取りやバフ研磨工程を追加し、表面を滑らかに仕上げて品質を確保する必要があります。
②アルミ被りと金型摩耗への対応
インサート部品(アンカーピンなど)を金型にセットして高圧で溶湯を射出すると、アルミがインサート部品の意図しない部分まで覆ってしまう「アルミ被り」が発生することがあります。また、硬いインサート部品を金型に繰り返し挿入・取り出しすることで、金型内部の受け部分が徐々に摩耗し、径が大きくなってしまいます。位置精度の低下を防ぐためには、金型ブッシュの交換頻度を厳密にルール化し、定期的に新品へ交換するなど対策が必要です。
③挿入不良の防止
インサート部品を金型にセットする際、わずかでも斜めになったり、奥まで入りきっていなかったりすると、成形不良や金型破損に直結します。例えば、鉄鋳物のリングをインサートする製品の場合、きっちりと挿入しなければ、鋳造時の圧力でリングが後退してしまう「ドラムバック」という不良が起きてしまいます。これを防ぐ現場のノウハウとして、タイバーなどでリングを叩いてわずかに楕円形状に変形させ、金型内に強く押し込んで固定するといった工夫が行われることもあります。
インサート成形の具体的な製品事例
実際の製造現場において、インサート成形がどのように活用されているのか、いくつかの事例を紹介します。
【ADC5】船外機のアッパーマウントボス

本製品は船外機の構成部品であるアッパーマウントボスです。船外機はコロナ禍でアウトドアレジャーの人気が高まり、北米を中心に需要が拡大しています。船外機において軽量化が求められますが、高い強度と耐久性も同時に求められますので、ダイカストのみでは適しません。そこで、当社はダイカストインサート成形技術を活用して、要求を満たす丈夫な製品を製造しました。
>>【ADC5】船外機のアッパーマウントボスの製作事例の詳細をみる
【ADC12】自動二輪車のリアブレーキパネル

二輪車のブレーキ部品には、アンカーピンとスリーブパネルという別パーツが鋳込まれています。表側にインサートを行うためヒートクラックへの注意が必要ですが、後工程での研磨や、摩耗した金型ブッシュの定期的な交換により、数千から一万個規模の量産においても安定した品質を維持しています。
>>【ADC12】自動二輪車のリアブレーキパネル 製作事例の詳細をみる
四輪自動車のトランスファーケース
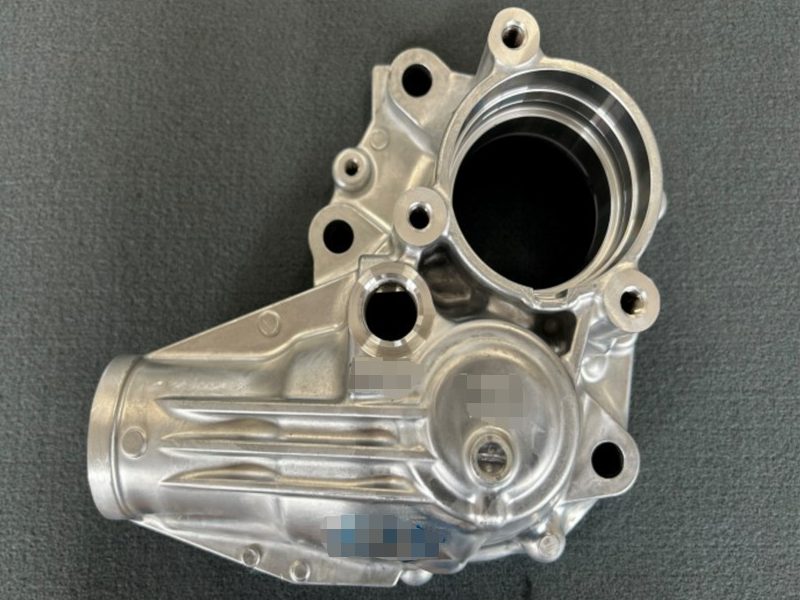
本製品は四輪自動車に使用されるトランスファーケースです。こちらはダイカストのインサート成形部品で、従来は置き中子加工による製作であったために1個あたりのサイクルタイムは70秒を要していました。そこで当社では人手を介した加工からロボットで自動取り出しに加工方法を変更することで、サイクルタイムを55秒まで短縮することに成功しました。ロボットによる製品挿入→製品取り出しによって、サイクルタイムが安定し、品質の安定化にもつながりました。
自動二輪車のドラム部品

本製品は自動二輪車に使用されるドラム部品です。インサート部品はきっちりと挿入しなければ、ドラムバックという不良が起きてしまうので、リング形状の鉄鋳物をバックしないように生産するためにタイバーでリングを叩いて変形(楕円形状)にさせることが重要になります。また、本製品は中間部分を切っており、これは抜け止め機能を持っているので、生産中の金型からの落下を防ぐことが可能です。
ダイカストのインサート成形ならお任せください
当社は二輪車のハブや前後ブレーキパネル、バギー車系のハブ部品、農機具のギアケースなど、高い信頼性が求められる「重要保安部品」でのインサート成形実績が豊富にあります。
「湯廻り不良」や「欠け込み」、収縮差による「ひび割れ」などのよくある不良を防ぐため、当社では良質なアルミ材を使用し、要求強度に合わせてアルミの成分(シリコン量など)を最適に調整し流動性を向上させることで、不良率を極限まで低減しています。
アルミダイカストのインサート成形について、お困りの方は当社にお任せください。
>>当社のアルミダイカストインサート成形について詳細はこちら
