目次
index
(課題)
前回のゲートストップやオーバーフロー拡大といった金型改造により、最優先課題であったゲート部の欠け込みは大幅に減少し、一定の成果を得られました。しかしながら、その一方で溶湯の流れが変化したことに伴い、製品の特定箇所である(カ)及び(ケ)のボス部において、依然として溶湯が完全に行き渡らない湯回り不良が新たに確認されました。この不良は製品の形状不完全や強度不足に直結するものであり、現在の品質レベルでは安定供給が難しい状況です。このことから、更なる湯流れの改善が急務であると判断いたしました。
(提案内容)
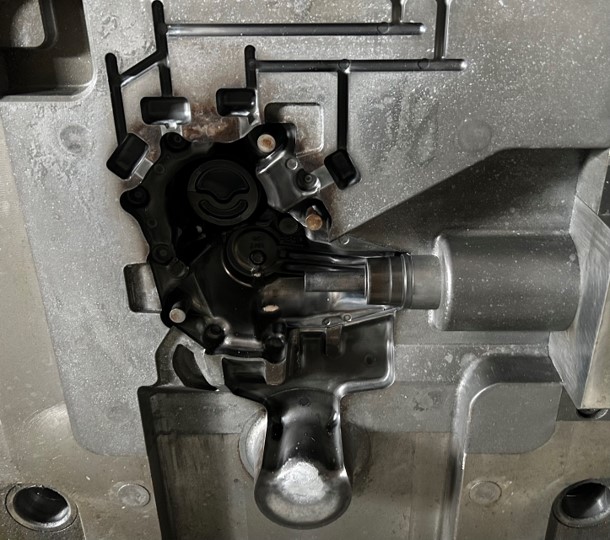
前回対策で顕在化した(カ)及び(ケ)ボス部の湯回り不良を解消し、製品品質を完全に安定させるため、多角的な金型改善と鋳造条件の最適化を提案しました。まず、不良箇所への溶湯到達速度を高めるため、ゲート厚みを変更し、これに伴い低速・高速切替位置(LS位置)を375mmから370mmへ調整することで充填を最適化しました。さらに、ゲートの方向をボス部へ向けて微調整し、溶湯がスムーズに流れるよう(カ)(ク)(ケ)のボス付け根にR形状を追加工します。加えて、前回同様にオーバーフローゲートの幅を11mmから17mmへ拡大し、ガス排出能力を強化します。特に、湯回りが厳しいボスに対しては、肉逃がしを施しました。